



Газовый теплообменник пластинчатый заводы
Пластинчатые теплообменники – штука непростая. Вроде бы просто соединил пластины, заклепал, собрал – и готово. Но на деле тут куча нюансов. Многие, особенно новички, думают, что это конвейерная сборка, где главное – скорость. Не так. Эффективность, надежность, долговечность – вот что реально важно. И это требует особого подхода к производству. Помню, как в начале работы с одним предприятием столкнулись с проблемой – теплообменники быстро давали течи. В итоге, разбирали, переделывали... Очень дорого и неприятно. Поэтому решил поделиться опытом, как мы справляемся с этими проблемами, и какие аспекты производства действительно важны. И да, не обойтись без небольшого разбора проблем, с которыми сталкиваются производители, и, конечно, примеры, как эти проблемы решаются.
Выбор материалов: фундамент надежности
Первое и самое важное – это, конечно, выбор материалов. Здесь не стоит экономить. Чаще всего используются нержавеющие стали – 304, 316L. Но не всегда. Зависит от рабочей среды. В агрессивных средах, например, в химической промышленности, нужна более устойчивая к коррозии сталь. Пластинчатые теплообменники, используемые в пищевой промышленности, конечно же, требуют материалов, соответствующих санитарным нормам. Особенно важно правильно подобрать материал для пластин, уплотнителей и других компонентов. Неправильный выбор – прямой путь к коррозии, утечкам и преждевременному износу. В нашей компании, ООО Сыпин Кайсин Теплообменное Оборудование, мы всегда тщательно контролируем качество входящего сырья. Закатываем сертификаты, проводим собственные испытания – лучше перестраховаться.
Не стоит забывать и про толщину стенок пластин. Слишком тонкие пластины будут деформироваться под давлением, слишком толстые – увеличат стоимость и вес теплообменника. Нужно найти золотую середину, исходя из конкретных требований. И, как показала практика, важно чтобы толщина пластин была равномерной по всей площади. Неравномерность может привести к концентрации напряжений и образованию трещин. Это мы однажды заметили на партии теплообменников, изготовленных на одном из предприятий. При ближайшем рассмотрении выяснилось, что в одной из сторон пластины толщина была значительно меньше, чем в другой. И, конечно же, через несколько месяцев эксплуатации появились дефекты.
Относительно современных материалов, хочется отметить использование титановых сплавов в особо сложных условиях. Хотя они и стоят дороже, но долговечность компенсирует затраты в некоторых случаях. Важно правильно обрабатывать титан - токарная обточка, фрезерование требуют специальных приспособлений и опытных мастеров. А уж потом уже – сборка и тестирование.
Процесс изготовления пластин: точность – залог успеха
Изготовление пластин – это отдельный этап, требующий высокой точности. Пластины должны быть идеально ровными, без дефектов и царапин. Наличие дефектов на пластине может привести к образованию щелей и утечек. Мы используем современное оборудование для обработки пластин – станки с ЧПУ. Это позволяет нам добиться высокой точности и повторяемости. Но даже с современным оборудованием, контроль качества остается критически важным. Мы регулярно проверяем пластины на соответствие требованиям, используя различные методы – визуальный осмотр, измерения, ультразвуковой контроль.
Процесс включает в себя несколько этапов: резку, фрезерование, сверление, шлифование, полировку. Каждый этап требует особого внимания и квалификации. Нельзя допускать ошибок на любом из этапов, иначе это может привести к серьезным проблемам. Например, если при фрезеровании пластины не соблюдать заданные размеры, то при сборке теплообменник будет негерметичным. Или, если не отшлифовать края пластины, то они будут острыми и могут повредить уплотнительную прокладку. Иногда, даже незначительные отклонения от нормы могут привести к серьезным последствиям.
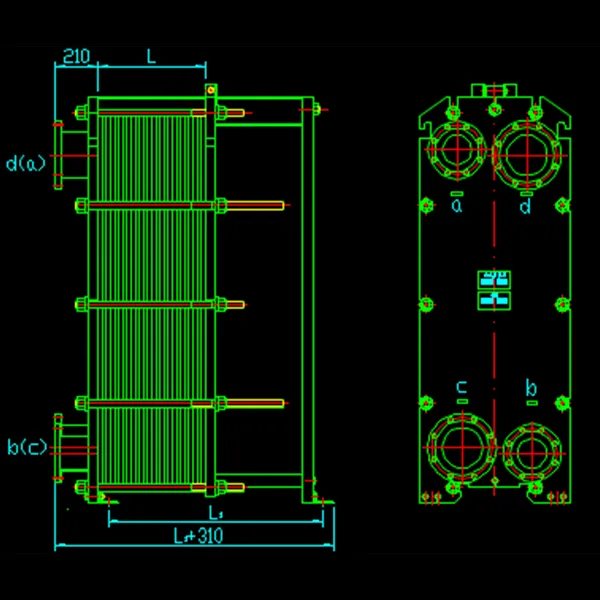
Особое внимание уделяем геометрии пластин – строгое соблюдение размеров и углов наклона. Эта точность обеспечивает оптимальное распределение теплового потока и максимальную эффективность теплообмена. Сейчас все чаще используют 3D моделирование для контроля геометрии, что позволяет выявить потенциальные проблемы еще на стадии проектирования.
Сборка и соединение: герметичность прежде всего
Сборка теплообменника – это, пожалуй, самый ответственный этап. Здесь важно обеспечить герметичность соединения пластин. Мы используем различные типы соединений – заклепки, сварка, резьбовые соединения. Выбор типа соединения зависит от материала пластин, рабочей среды и требований к надежности. Важно соблюдать технологию сборки, чтобы избежать образования щелей и утечек. Мы используем специальное оборудование для заклепки и сварки. Оборудование позволяет нам добиться высокой точности и качества. После сборки теплообменник подвергается испытаниям на герметичность.
Важно также правильно подобрать уплотнители. Уплотнители должны быть изготовлены из материала, устойчивого к рабочей среде и температурным воздействиям. Мы используем различные типы уплотнителей – резиновые, полимерные, металлические. Выбор типа уплотнителя зависит от конкретных требований. Например, для работы в агрессивных средах используют фторопластовые уплотнители. А для высоких температур – термостойкие уплотнители. Зачастую мы прибегаем к использованию многослойных уплотнений для повышения надежности.
Современные методы контроля качества, такие как ультразвуковая дефектоскопия и рентгенография, позволяют выявить скрытые дефекты в сварных швах и заклепочных соединениях, что значительно повышает надежность теплообменника. В нашей компании это стандартная практика.
Тестирование и контроль качества: финальный аккорд
После сборки теплообменник должен пройти тщательное тестирование. Мы проводим испытания на герметичность, прочность и теплопередачу. Испытания проводятся в контролируемых условиях, с соблюдением всех нормативных требований. Мы используем специальное оборудование для проведения испытаний. Оборудование позволяет нам точно измерить характеристики теплообменника и убедиться в его соответствии требованиям. В процессе тестирования мы также проводим визуальный осмотр теплообменника на наличие дефектов.
Особое внимание уделяем испытаниям на давление. Теплообменник должен выдерживать давление, которое может возникнуть в процессе эксплуатации. Мы проводим испытания на давление, превышающее рабочее давление. Это позволяет нам убедиться в прочности конструкции и надежности соединений. При отрицательных результатах испытаний, теплообменник не допускается к отгрузке. И, конечно же, каждый этап тестирования тщательно документируется. Это позволяет нам отслеживать качество продукции и выявлять возможные проблемы.
Помимо стандартных испытаний, мы проводим дополнительные тесты, специфичные для конкретного типа теплообменника и рабочей среды. Например, для теплообменников, используемых в химической промышленности, мы проводим испытания на коррозионную стойкость. А для теплообменников, используемых в пищевой промышленности, мы проводим испытания на соответствие санитарным нормам.
Типичные ошибки и пути их устранения
Как я уже говорил, при производстве пластинчатых теплообменников часто встречаются определенные ошибки. Одна из самых распространенных – неправильный выбор материалов. Это приводит к коррозии, утечкам и преждевременному износу. Решение – тщательно выбирать материалы, исходя из конкретных требований. Другая ошибка – недостаточная точность изготовления пластин. Это приводит к образованию щелей и утечек. Решение – использовать современное оборудование и строго соблюдать технологию изготовления. Еще одна ошибка – неправильная сборка. Это приводит к негерметичности соединения пластин. Решение – соблюдать технологию сборки и использовать качественные уплотнители. Мы, к сожалению, знаем несколько случаев, когда недопустимая толщина прокладки или недостаточный зазор между пластинами приводили к серьезным последствиям. Конечно,
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Кожухотрубный теплообменник цена
- Горизонтальный угловой циклонный сепаратор-грязеуловитель dn200 завод
- Теплообменник пластинчатый для котлов заводы
- Грязеуловитель для системы отопления основная страна покупателя
- Теплообменник трубчатый для отопления поставщики
- Трубчато оребренный теплообменник производитель
- Медные теплообменники для газовых котлов заводы
- Грязеуловитель для воды поставщик
- Пластинчатый теплообменник ридан
- Грязеуловитель фланцевый цена